EOAT Supplier Change Qualification
Sole-authored a 2-phase qualification protocol (bench characterization plus warehouse A/B observation) for an EOAT supplier change on a deployed warehouse robotics fleet, with pre-specified decision logic and acceptance gates.
Test Plan Author / Phase 1 Executor · Jan 2026 - Apr 2026 · Team of 1
Contributions
Authored 2-phase qualification methodology for an EOAT supplier change
▾Result
Plan was issued, reviewed, and used as the protocol for the Phase 2 deployment at the customer site. The plan is reusable across hardware iterations: the field run was deferred when the candidate vendor's prototype samples failed structurally, and the plan stands as-is for the rerun once production-grade samples ship.
Specified risk-proportionate decision logic and acceptance gates
▾Result
A defensible decision rule the team can apply at the 90-day gate without subjective negotiation between vendor preference and data. Two metrics defined in the plan were promoted to the fleet-wide surveillance pipeline as standard outputs and are now available to support future qualification work, not just this one. When Phase 2 deferred for hardware reasons, the decision rule remains valid and reusable for the rerun.
Designed the failure-mode triage and intervention protocol
▾Result
Triage protocol is in the issued plan. Service Log template was shipped to the customer site as part of the Phase 2 deployment and was expected to be in use during the field setup window before the run was deferred for hardware reasons. The protocol is reusable for the Phase 2 rerun with production-grade samples.
Executed Phase 1 single-cup characterization; surfaced a surface-conditional failure mode
▾Result
Clean pass on corrugate (new and damaged) and slip sheet across the standard envelope. Documented surface-conditional failure on loose stretch-wrap: vacuum decay outside the acceptance threshold and drop events observed. Marginal performance on tight stretch-wrap above the planned weight cap, with lift failure at the highest tested weight. Finding was communicated to the team running Phase 2 at the customer site. The team monitored for the failure mode during field testing, though Phase 2 is observational and the customer controls SKU mix, so the finding didn't drive an operational change at the customer site.
Interfaces
| From | To | Type | Description |
|---|---|---|---|
| Phase 1 bench rig | Phase 1 data spreadsheet | data | Vacuum traces across surfaces and weights, recorded manually during airborne hold |
| Test Plan | Customer-site Phase 2 team | process | Plan, Service Log template, and inspection cadence shipped together as the deployment package |
| Phase 2 grippers | Surveillance pipeline | data | Per-pick-normalized fault metrics and throughput; pipeline expanded with two metrics added during this work |
| Customer site Service Log | Decision gate analysis | data | Maintenance interventions and downtime, aggregated to rate-normalized metrics for the 90-day decision |
| Phase 1 finding (loose stretch-wrap failure mode) | Phase 2 monitoring team | process | Communicated as known risk; team monitored during field testing without operational change at the customer site |
Documents
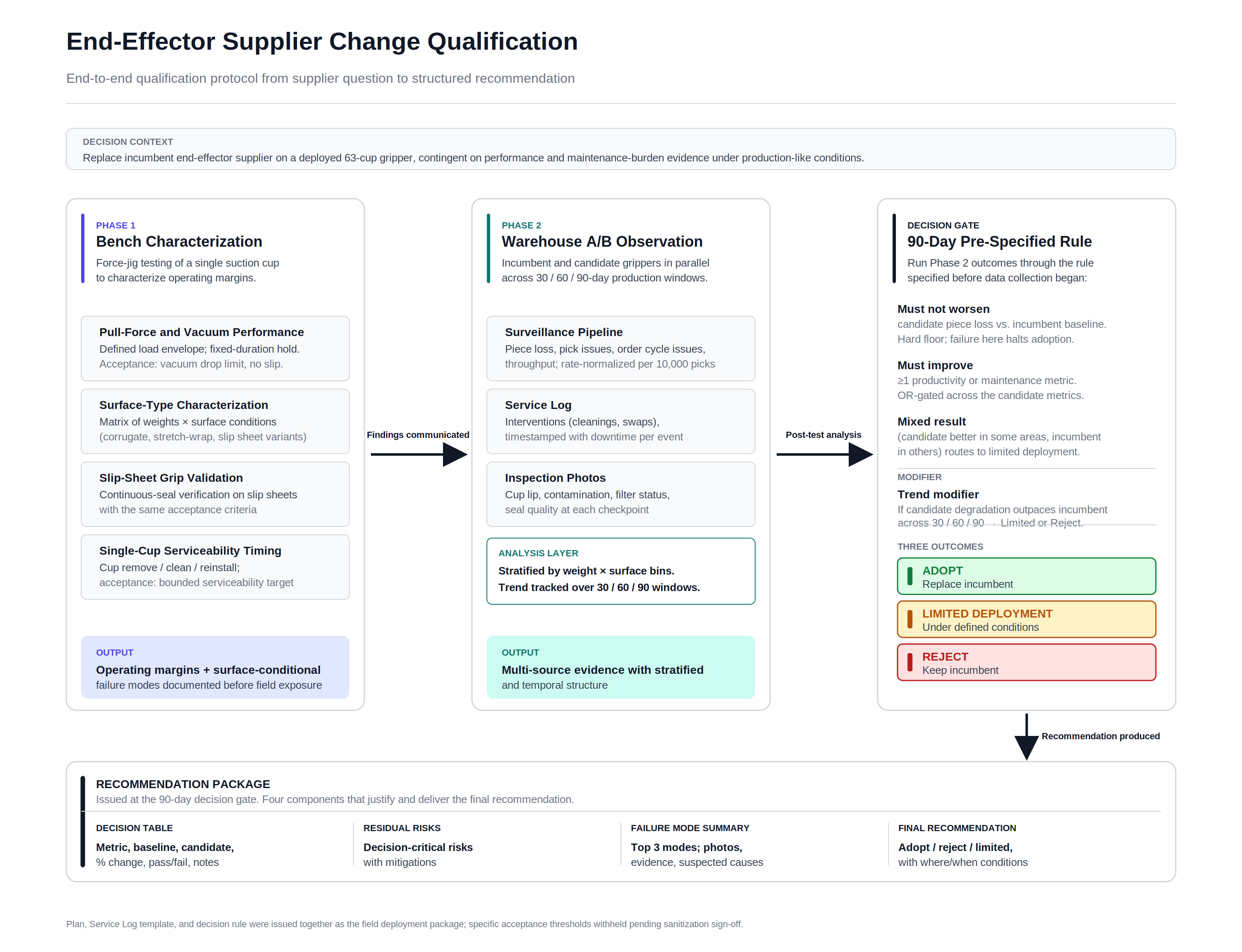
Bench characterization (Phase 1) feeds envelope failure modes into the team running Phase 2 (warehouse A/B observation across 30, 60, and 90-day checkpoints). The 90-day decision gate applies the pre-specified rule structure.
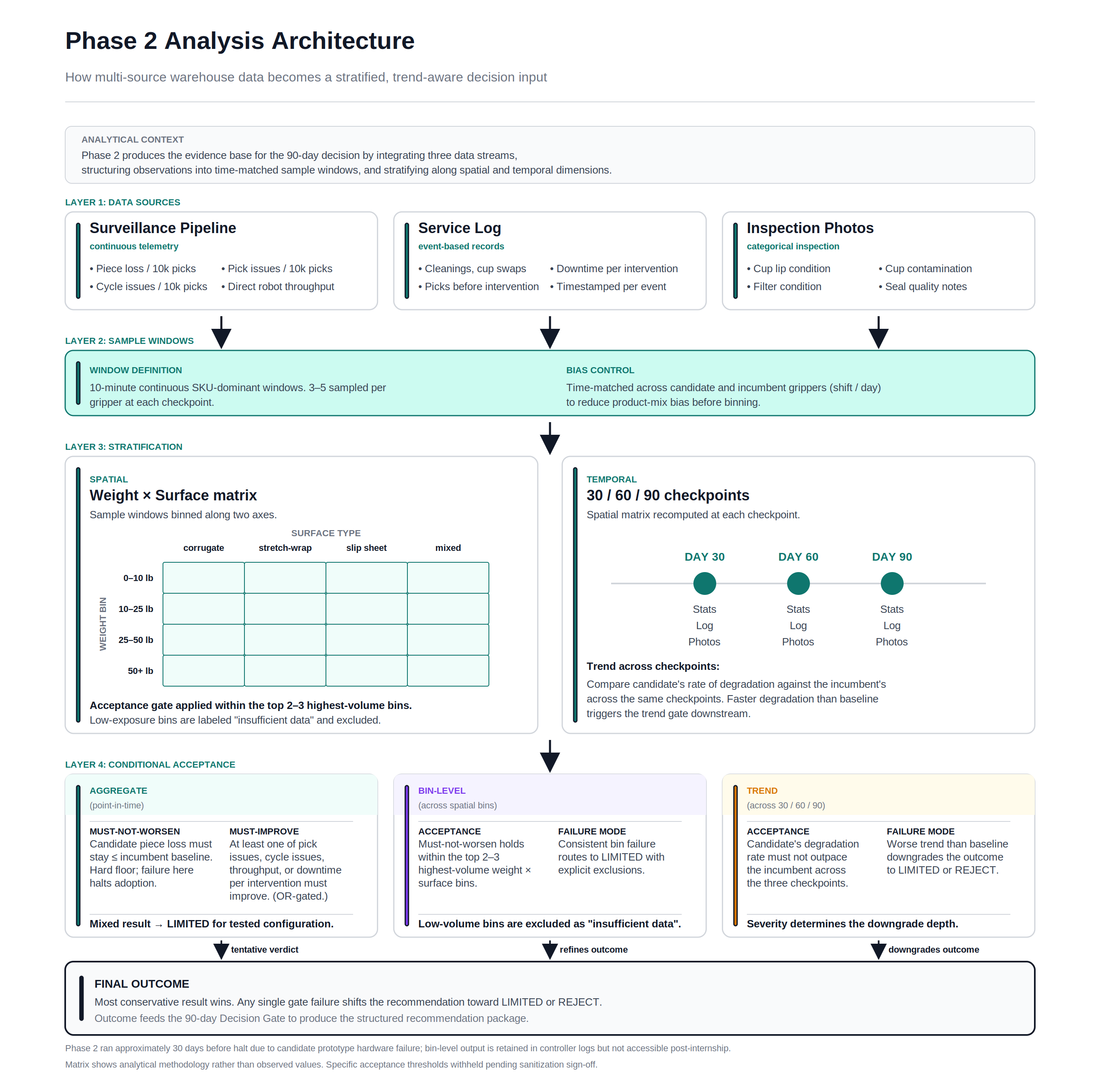
Two-condition gate. Must-not-worsen on the safety-critical metric, must-win on at least one of four productivity and burden metrics. Mixed results route to limited deployment under explicit conditions.
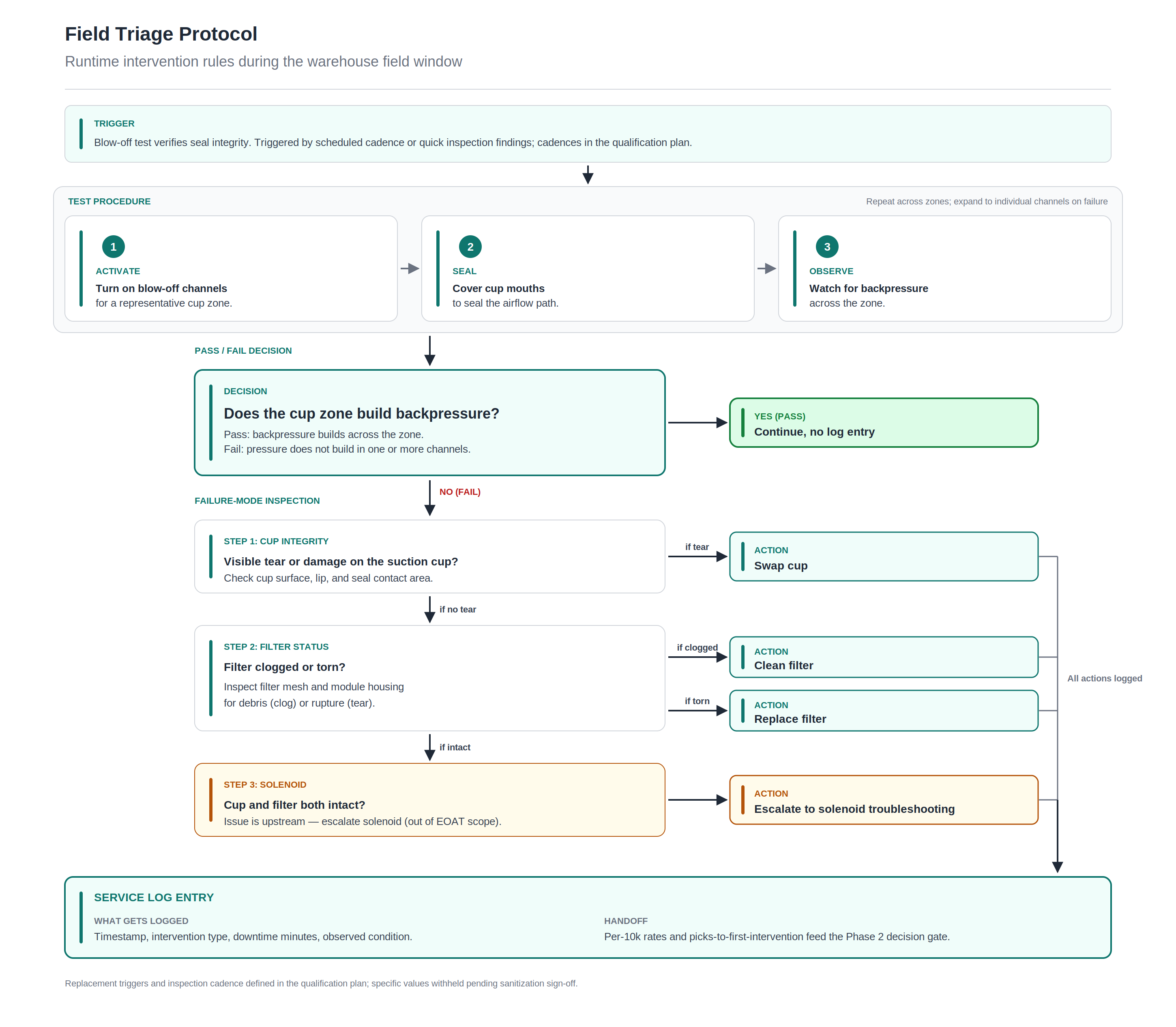
Maps observed cup and filter conditions to specific intervention actions (clean, replace filter, swap cup), keeping Service Log entries comparable across grippers in the A/B comparison.
Limitations
- • Phase 2 results aren't yet available; the field run was deferred for prototype-hardware reasons after I handed off, so the methodology hasn't been fully exercised end-to-end on this candidate.
- • Plan was authored without baseline historical data on the incumbent supplier; thresholds were chosen on engineering judgment, which is acceptable for a v1 protocol but should be tightened in v2 with actual baseline variance data.
- • Plan deliberately leaves vendor specifications as placeholders for the candidate vendor to populate. Intentional, but creates reproducibility gaps for someone reading the plan in isolation.
- • I handed off on the last day of my internship; no formal transition document was created to walk a successor through the plan's implicit design decisions, including the relationship between the test plan's metric set and the surveillance pipeline expansion.
- • Bench characterization was candidate-only against absolute acceptance criteria. Comparative bench inference requires a clean baseline cup, which wasn't sourced in this iteration.
Lessons & Next Steps
- • Source clean baseline cups during plan authorship, not during execution. Phase 1 would have been more interpretable as a regression detector with a paired baseline run rather than a candidate-only characterization.
- • Validate bespoke diagnostics (the blow-off backpressure check) against known-fault hardware before deploying them as production protocols. The procedure is sound in principle but field calibration would catch false-negative modes early.
- • Specify the analyst and analysis tooling explicitly in the plan, not just the metrics. The Stats API export path was implicit in this iteration; a successor inheriting the plan wouldn't know that the surveillance pipeline is the intended consumer.
- • The metric-set co-evolution between this plan and the surveillance pipeline is a leverage pattern worth replicating: define qualification metrics that survive a single trial and become permanent infrastructure, rather than throwaway one-offs.
- • For v2: add pull-off force measurement (not substituted by airborne hold), add partial-zone multi-cup characterization (catches load-sharing-masked failures before Phase 2), and convert the open-ended Section 6 vendor-input section into a structured vendor feedback loop with documented input.